傳統的激光打孔多采用大能量長脈沖(微秒或毫秒)和高重復頻率、高峰值功率的短脈沖(納秒或皮秒)激光器,其打孔效果各具特點。長脈沖激光器由于脈沖能量大、作用時間長,能夠有效地加熱、熔融、汽化材料,以實現材料去除,并達到較高的打孔速率,但是打孔過程中會產生再鑄層及微裂紋,導致孔的質量下降。高峰值功率短脈沖激光器熱影響區小,能獲得較高的打孔質量,但由于平均功率較低,限制了打孔速率。因此,想要獲得高速、高質量的打孔效果,采用單一的長脈沖或短脈沖激光器,會增加激光器的制造難度和成本。
研究者們將兩束激光通過時間或者空間疊加的方式,對金屬材料進行打孔,取得了一些較好的效果。FOX采用CO2連續激光器輻射金屬產生熔池,并用脈寬為25ns的Nd:glass調Q激光單脈沖使得熔融材料發生濺射,在減小穿孔時間的同時,改善了連續激光單獨打孔中的重鑄層現象。LEHANE和KWOK采用脈寬為3.5ms和0.15ms的兩個脈沖的延時疊加對不銹鋼進行打孔,發現可大幅減小打孔所需的脈沖數。BRAJDIC用脈寬為17ns的脈沖串和0.5ms的脈沖在空間疊加,同時作用于不銹鋼上進行打深孔,與單脈沖激光打孔相比,打孔速率提高,且納秒短脈沖激光由于產生了更高的表面溫度和反沖力,改善了單脈沖作用時孔閉合現象,提高了打孔質量。
但是,以上這些研究只是從實驗的角度,給出了復合脈沖較長脈沖單獨打孔時,打孔速率和打孔質量提高的結果,并沒有建立一個完整的理論模型來解釋打孔速率提高的原因。本文中采用波長為1064nm、脈寬分別為2ms~5ms可調和20ns的兩束脈沖激光,進行空間合束同時作用于不銹鋼厚板打孔,并且建立了復合脈沖打孔的物理模型,從理論上分析了激光峰值功率密度對打孔速率的影響,明確了復合脈沖打孔中長脈沖與短脈沖的不同作用,由此解釋了打孔速率提高的原因。仿真模擬與實驗結果一致,證明了理論模型的正確性,復合脈沖打孔能夠有效地提高激光打孔速率。同時,理論分析和實驗結果也為復合脈沖打孔的激光器選擇提供了依據。
1. 實驗條件及方法
材料去除主要有以下3種排出機制:當金屬表面溫度略高于熔點,材料部分熔化,形成熔池,液體排出速率緩慢,通常可采取輔助氣體的方式加速液體排出;增大激光功率密度,提高液體表面溫度,部分液體蒸發,氣體體積迅速膨脹,產生向下的反沖壓強作用于熔融液體表面,使液體濺射逸出,此時,蒸發反沖壓強是流體力學機制下液體排出作用區的主要因素;若激光功率密度繼續增加,表面溫度進一步上升,則熔融液體在到達作用區邊沿前便已蒸發,此時材料更多以蒸發的方式排出[9]。本文中主要討論以蒸發反沖壓強為主的液體排出機制下,激光打孔速率與激光能量的關系。
1.1 實驗條件
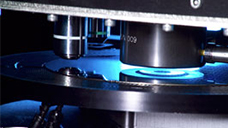
復合激光脈沖打孔實驗裝置如圖 1所示。兩束激光波長均為1064nm,毫秒激光脈寬2ms~5ms可調,頻率為30Hz,單脈沖能量為2J~5J,聚焦光斑為300μm,納秒激光脈寬為20ns,頻率為10kHz,單脈沖能量為1.5mJ,聚焦光斑為100μm。兩束激光通過布儒斯特片非相干合束,經過擴束準直,聚焦于厚度為5mm的SUS 304不銹鋼表面。
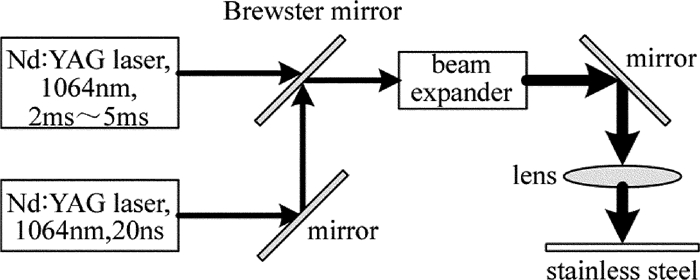
Figure 1. Experimental setup for laser drilling
1.2 實驗方法
納秒脈沖的輸出由毫秒激光的脈沖有效信號控制,用以實現兩束激光脈沖的同步,當毫秒脈沖寬度激光脈沖輸出時納秒脈沖激光啟動輸出,當毫秒激光停止輸出時停止納秒脈沖激光的輸出,兩束激光脈沖啟動時間的延遲為微秒量級。改變毫秒激光的脈沖寬度,能夠控制一個毫秒脈沖寬度內復合的納秒脈沖個數。兩束激光峰值功率疊加如圖 2所示。
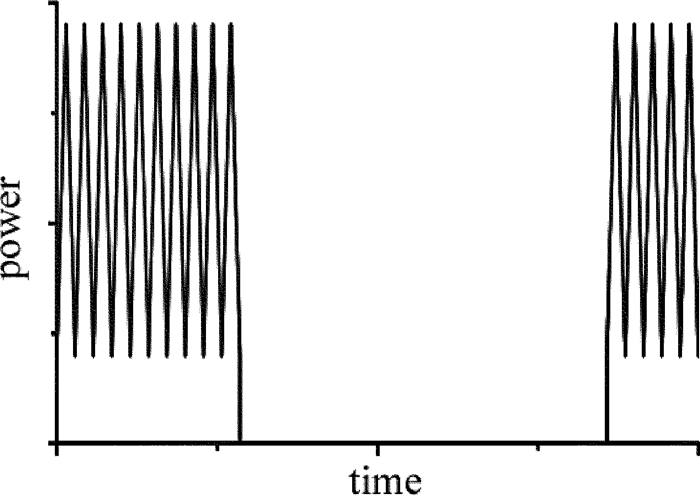
Figure 2. Synchronized shape of the superposed pulse
固定毫秒激光器的脈寬,改變平均功率,即改變毫秒激光的單脈沖能量,記錄從激光作用到不銹鋼背面觀察到穩定的熔融濺射的時間,即為穿孔時間。改變脈寬,重復以上實驗,得到不同脈寬下,毫秒激光單脈沖能量與穿孔時間的關系。
再固定毫秒激光器的脈寬,改變平均功率,即改變毫秒激光的單脈沖能量,同時疊加納秒激光脈沖,納秒激光的峰值功率固定在75kW,記錄穿孔時間。改變毫秒激光的脈寬,重復以上實驗,得到不同毫秒脈寬下,毫秒激光單脈沖能量與穿孔時間的關系。
2. 復合脈沖深度激光打孔工藝研究
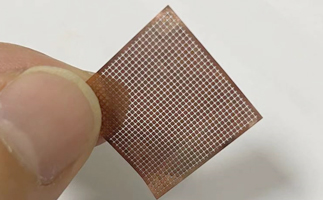
將復合脈沖激光打孔后的SUS 304不銹鋼厚板沿孔的軸向切割,在顯微鏡下觀察孔的剖面形態,如圖 3所示。由于不銹鋼板較厚而顯微鏡的視場較小,5mm長的孔徑形貌需分3段拍攝,從左至右分別為孔的上、中、下3段。從圖中可以看到,小孔的入口圓度較好,出口孔徑略小于入口,孔壁略粗糙且發黑,有重鑄層。
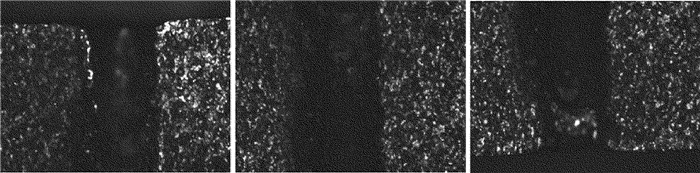
Figure 3. Longitudinal section of the superposed pulsed laser drilling hole in 5mm stainless steel
復合脈沖疊加打孔和毫秒脈沖單獨打孔的穿孔時間結果如圖 4所示。由圖可知,隨著毫秒脈沖能量的提高,峰值功率密度增加,穿孔時間減小。在相同的毫秒脈沖能量下,納秒脈沖的疊加大幅減小了不銹鋼的穿孔時間,以脈寬為2ms的毫秒激光打孔為例,當毫秒脈沖能量為2.9J時,單光束打孔時間為105s,復合脈沖打孔時間為45s,打孔速率提高了2.3倍左右。
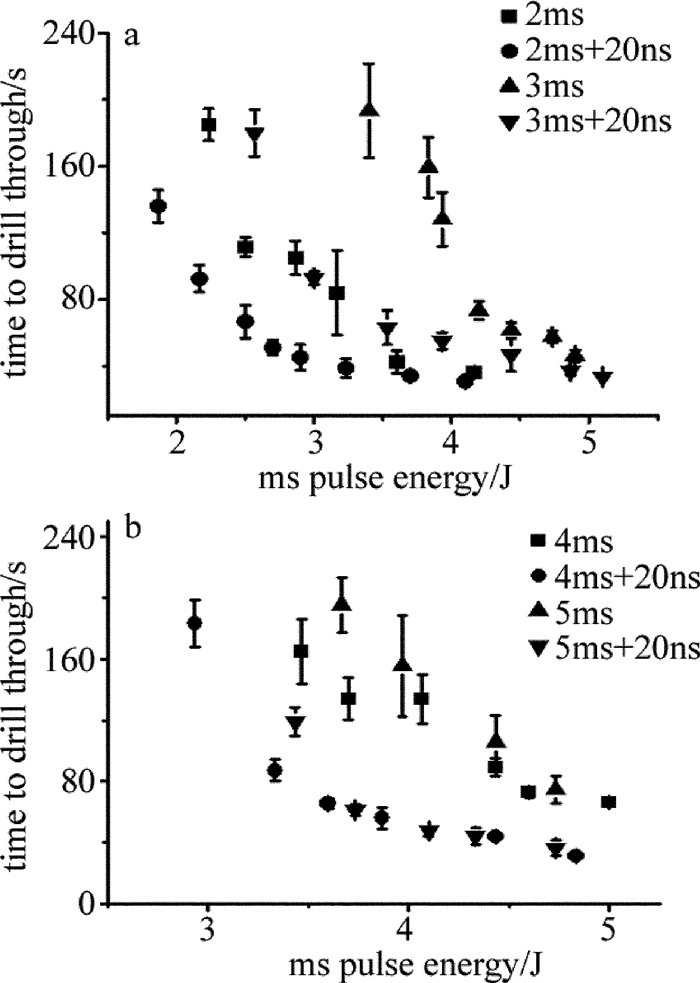
Figure 4. Time to drill through 304 stainless steel vs. ms pulse energy by ms laser drilling and by ms laser drilling superposed by ns laser
比較不同毫秒脈寬下的打孔時間可知,當毫秒脈沖能量一定時,脈寬越長,打孔時間也越長。當毫秒脈沖的能量增加到一定值后,打孔時間不再減小,打孔速率不再提高,再增加毫秒脈沖的能量沒有意義,毫秒脈沖能量存在一個值。
對比相同打孔時間下的2ms脈沖能量可知,復合脈沖打孔下,毫秒脈沖在單脈沖能量為2.9J時,打孔時間為45s,同樣的打孔時間,毫秒激光單獨打孔需要3.6J,則打孔所需的毫秒脈沖能量減少了20%左右。
3. 復合脈沖深度激光打孔理論研究
為了解釋復合脈沖激光打孔中,長脈沖與短脈沖的不同作用,以及打孔速率高于長脈沖單獨打孔的原因,建立圖 5所示的打孔模型。一束半徑為w的激光入射到材料表面,當激光功率密度足夠高時,材料發生熔化以及汽化,產生的蒸發反沖壓強作用于熔融液體表面,熔融物質以徑向速率vm離開激光作用區域而濺射逸出,熔融層以速率u向下推進,直至材料下表面,完成穿孔(u即為打孔速率)[9-10]。
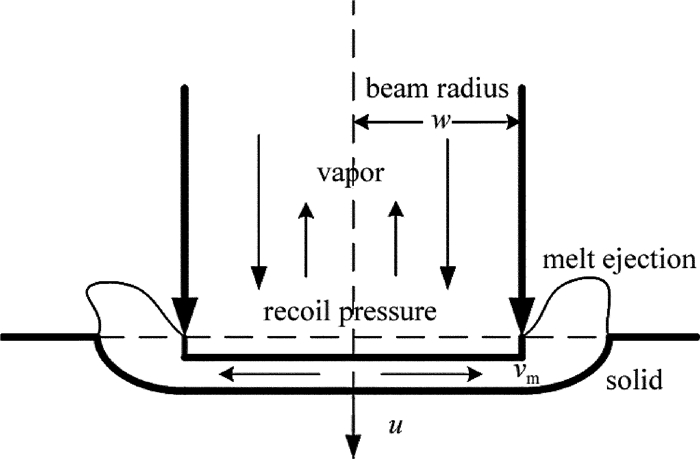
Figure 5. Schematic of molten liquid removal in laser drilling
3.1 復合脈沖深度激光打孔傳熱機理分析
假設作用的激光光斑為均勻分布,材料尺寸遠大于光斑尺寸,此時,激光束可以當作圓形面熱源對半無窮大物體加熱。同時,假設熔融物的排出僅發生于激光光斑作用區域內,熔融層的表面近似平坦且厚度相同。
根據熱傳導方程,激光光斑中心處引起的溫升為:
ΔT(0,0,τ)=arctan(8ατw2√)Imaxγw2π√κΔT(0,0,τ)=arctan?(8ατw2)Imaxγw2πκ | (1) |
式中, Imax為激光峰值功率密度,材料吸收因子γ=1-R,R為材料的反射率且假設為常數,α是材料的熱擴散率,τ為脈沖寬度,w為光斑半徑,κ是材料的熱導率。則材料的表面溫度為:
Ts=T0+ΔT(0,0,τ)Ts=T0+ΔT(0,0,τ) | (2) |
式中,T0為環境溫度。
飽和蒸汽壓強ps與表面溫度Ts相關,由BATANOV的近似方程給出:
ps(Ts)=p0exp[λekTe(1?TvTs)]ps(Ts)=p0exp?[λekTe(1?TvTs)] | (3) |
式中,p0為標準大氣壓強,λe是單個原子蒸發所吸收的熱量,k是玻爾茲曼常數,Tv為沸點。
蒸發反沖壓強pr與飽和蒸汽壓強ps的關系由ANISIMOV給出:
蒸發反沖壓強作用在熔融層,使液體沿徑向移動離開作用區域,濺射排出,排出速率為vm,ALLMEN給出了其表達式:
式中,ρ為材料密度。
ALLMEN還給出了液體排出率jl的定義,即單位時間、單位面積的液體排出質量(g·cm-2·s-1),并且給出了表達式:
j1=[2αwln(TsTm)]12ps14ρ34j1=[2αwln?(TsTm)]12ps14ρ34 | (6) |
式中,Tm為材料的熔點。
在以蒸發反沖壓強使液體濺射為主的排出機制下,材料通過蒸發形式損失的質量可被忽略,則打孔速率u可被表示為:
3.2 復合脈沖深度激光打孔機理
根據以上公式,結合實驗參量進行仿真模擬,可得到激光脈沖能量和脈沖寬度與打孔速率之間的關系,表 1中給出SUS 304不銹鋼的物理特性參量。
Table 1. Physical parameters of 304 stainless steel
material | density ρ/(kg·m-3) | melting point Tm/K | boiling pointTv/K | thermal conductivityκ/(W·m-1·K-1) | thermal diffusivityα/(m2·s-1) | latent heat of vaporization Lv/(J·K-1) |
304 stainless steel | 7900 | 1700 | 3273 | 30.4 | 4.9×10-6 | 6.1×106 |
| 顯示表格
由(1)式得到不同脈寬下毫秒激光單脈沖能量與不銹鋼材料表面溫升的關系曲線,如圖 6所示。根據計算可知,使不銹鋼表面達到熔點所需的激光能量約為其達到沸點的一半。以脈寬為5ms的長脈沖為例,使不銹鋼表面達到熔點的單脈沖能量為0.82J,達到沸點的單脈沖能量為1.58J。當脈沖能量相同時,脈寬越窄,峰值功率密度越大,材料的表面溫升越高。納秒脈沖的峰值功率密度遠大于毫秒脈沖,疊加后使材料表面溫度進一步升高。
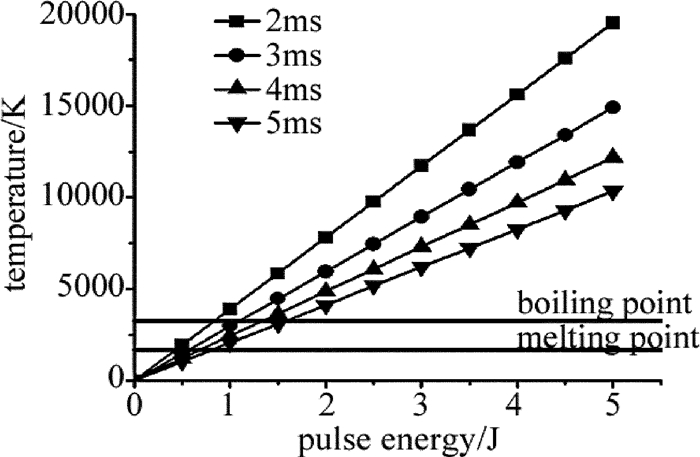
Figure 6. Relationship between temperature rising of stainless steel surface vs. ms laser pulse energy for different pulse widths
在單獨采用長脈沖打孔,考慮蒸發反沖壓強濺射熔融物質為主的模型中,長脈沖激光能量加熱材料形成熔池,同時產生蒸發反沖壓強排出液體,脈寬5ms的激光單脈沖能量需大于1.58J,根據(1)式~(7)式,得到不同脈寬作用下,打孔速率與脈沖能量的關系,如圖 7a所示。
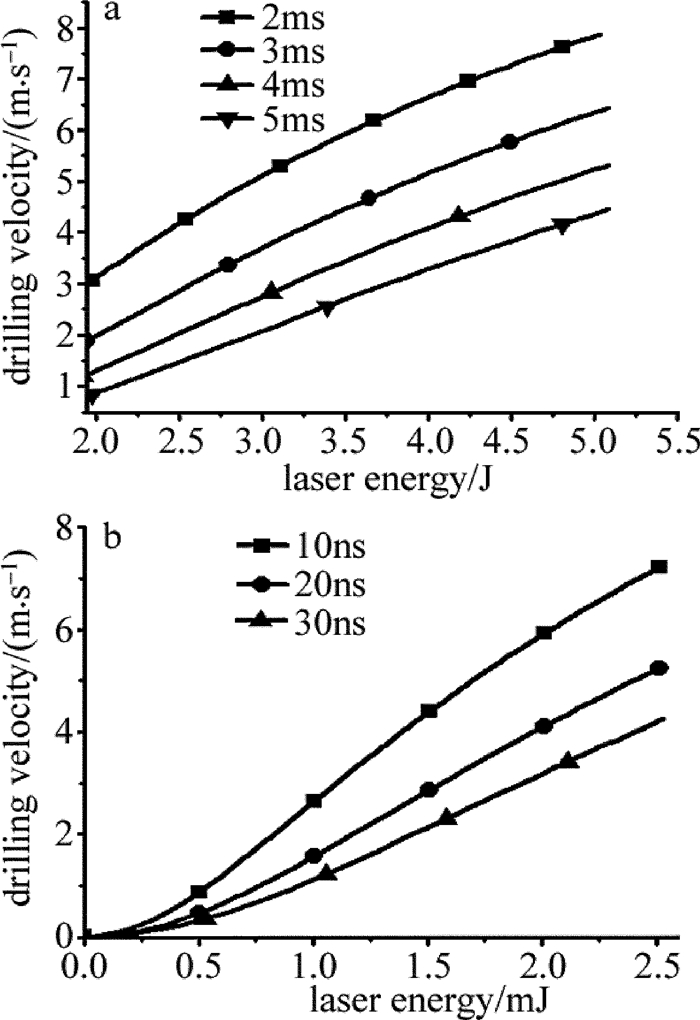
Figure 7. Drilling velocity vs. laser single pulse energy for different pulse widths
由圖可知,長脈沖激光單獨作用時,脈沖能量越大,打孔速率越快,相同的脈沖能量下,脈寬越窄,峰值功率密度越高,產生的蒸發反沖壓強越大,濺射更加劇烈,打孔速率越快,與圖 4中的實驗結果一致。
在長脈沖與短脈沖復合打孔,考慮到蒸發反沖壓強濺射熔融物質為主的模型中,長脈沖能量主要用于加熱材料使其熔化,產生足夠的熔融液體,脈寬5ms的激光單脈沖能量在0.82J~1.58J之間,短脈沖作用于熔池,產生蒸發反沖壓強排出液體,根據(1)式~(7)式,得到不同納秒脈寬作用下,打孔速率與脈沖能量的關系,如圖 7b所示。
由圖 7可知,復合脈沖疊加時,納秒激光的脈沖能量越大,脈寬越窄,打孔速率越快。在相同的打孔速率下,與長脈沖激光單獨作用相比,復合脈沖打孔疊加的短脈沖激光能量遠小于長脈沖激光能量,且所需的長脈沖激光能量較低,則總能量降低。即復合脈沖打孔能以較小的激光能量,達到相同的打孔速率。
實驗中,固定納秒激光脈沖能量為1.5mJ,打孔時間隨毫秒脈沖能量增加而減小,相同的毫秒脈沖能量下,復合脈沖打孔時間小于毫秒脈沖單獨打孔,疊加的納秒脈沖作用于熔融層表面,產生附加的蒸發反沖壓強,加速了熔融液體的排出。隨著毫秒激光的單脈沖能量增加,產生的濺射速率也在增加,納秒脈沖產生的附加去除的熔融物在總的去除金屬總量的比例下降,則復合脈沖疊加與單獨毫秒作用的打孔時間逐漸接近,此時疊加脈沖打孔減小能量消耗的優勢不再。所以,對一定能量的納秒脈沖,毫秒脈沖能量存在值,以這個參量進行打孔,復合脈沖打孔速率增長多,納秒脈沖的疊加優勢明顯。
對脈沖寬度2ms的毫秒脈沖來說,當毫秒脈沖的單脈沖能量為3.5J左右時,毫秒脈沖單獨打孔和復合脈沖激光打孔的打孔速率接近相同,此時疊加納秒脈沖串已無必要。脈沖寬度2ms的毫秒脈沖,在單脈沖能量為2.5J~3.5J時,復合脈沖的打孔速率和打孔效率與毫秒脈沖單獨打孔相比有大差值,即在此參量下,復合脈沖激光打孔的長脈沖與短脈沖參量是匹配。
4. 結論
對納秒短脈沖與毫秒長脈沖空間合束的復合脈沖激光打孔方式進行了實驗研究,建立了復合脈沖打孔的理論模型進行仿真模擬。
(1) 與毫秒脈沖單獨激光打孔相比,在相同的毫秒脈沖能量下,復合脈沖激光打孔能大幅減小打孔時間、提高打孔速率,打孔速率可提高2.3倍左右。
(2) 復合脈沖激光打孔中,脈沖能量越大,脈沖寬度越窄,則峰值功率密度越大,激光打孔速率越快。
(3) 復合脈沖激光打孔中,毫秒脈沖與納秒脈沖的能量存在匹配,對單脈沖能量為1.5mJ、脈沖寬度為20ns的納秒脈沖,脈沖寬度為2ms的毫秒脈沖的單脈沖能量為2.5J~3.5J。這為復合脈沖打孔中,長脈沖與短脈沖激光的參量選擇提供了依據。
注明 文章來源:激光技術網 http://www.jgjs.net.cn/cn/article/doi/10.7510/jgjs.issn.1001-3806.2017.03.015