化學銑切簡稱為化銑,被廣泛應用于航空航天飛行器鋁合金、鈦合金蒙皮類構件的減薄、減重工藝中。刻型作為航空航天合金構件化銑生產過程中的重要環節,其加工質量直接關系到整個化銑工藝的優劣和最終產品的精度及質量。激光加工技術具有非接觸、適應材料廣、加工質量高、易實現自動化等優點,在航空航天、能源裝備、汽車制造、電子信息等領域具有廣泛的應用潛力,尤其是在航空航天合金構件刻型環節中。目前國際上主流的航空制造企業已將激光刻型工藝成功地應用到合金構件化銑生產中,例如:波音、空客、達索等。國內航空制造企業也通過引進或自主研發激光刻型專用裝備,逐漸實現了合金構件化銑工藝中自動化激光刻型,升級迭代傳統手工刻型。
對于鋁合金化銑保護膠的激光刻型,由于保護膠與合金基體的比熱容、導熱系數、熱膨脹系數的不同,刻型過程中會產生溫度梯度,且切縫內存在氣化以及等離子體沖擊波,該現象易使保護膠層與合金基體的結合部位產生較大的應力,進而生成界面裂紋。在熱應力的持續作用下,裂紋逐漸生長、延伸,最終導致護膠層的開裂和脫落,進而影響航空航天合金構件化銑生產過程的后續環節。因此,從機理上分析激光加工過程中涂層與基體材料的熱應力分布及演變過程,受到了國內外研究人員的廣泛重視。基于上述問題,WU針對熱障涂層的制備過程,建立了激光熔覆的溫度場模型,探索了熔覆過程中應力場的變化規律, 發現激光熔覆后期,殘余應力主要分布在熱障涂層與基體材料相結合的界面處,該區域更易出現開裂、脫層現象; 激光熔覆后的殘余應力受到涂層與基體的熱膨脹系數的共同影響,熱膨脹系數差值越大,熔覆層殘余應力越大。LIAO等人結合有限元仿真技術探究在持續的熱載荷下,熱障涂層產生裂紋和剝落的失效機制,發現高孔隙率的熱障涂層具備優于低孔隙率的服役壽命。RAD等人通過計算機仿真軟件模擬了實際的涂層缺陷,發現較粘結層的孔隙,陶瓷層材料的孔隙對應力分布的影響更加顯著,但粘結層的孔隙更易導致材料產生裂紋并失效。WANG等人建立熱機械耦合模型,探究激光加工過程中,帶熱障涂層的鎳合金的熱應力的產生機制和微孔的生成機制,發現造成涂層產生裂紋和失效的主要原因是界面層附近的應力突變和熱應力沖擊。
本文作者憑借仿真軟件對鋁合金化銑保護膠脈沖激光刻型工藝進行理論研究,通過熱應力耦合分析直觀地展示了溫度場引起的應力變化及保護膠和鋁合金界面處的應力細節,并借助仿真軟件的變形幾何功能動態地顯示刻型過程中化銑保護膠的形貌演變規律,可為航空航天鋁合金構件化銑保護膠激光刻型工藝的優化提供理論支撐與參考。
1. 激光加工模型建立
在激光刻蝕鋁合金化銑保護膠的工藝研究中,一般需要通過實驗手段來獲得良好的加工效果,但因刻蝕的微槽結構具有細、長、深等特點,無論是高速相機的同步拍攝, 還是顯微鏡的離線測量,都只能得到表面微結構的變化情況,而無法獲得微槽底部和側壁的形貌特征。更重要的是,只能得到激光刻蝕過程中微結構的宏觀變化規律,而無法準確把握材料內部特征的變化機理,尤其溫度場與熱應力的變化規律及其對加工過程的影響。在此基礎上,本文作者借助COMSOL Multiphysics仿真軟件對鋁合金化銑保護膠脈沖激光刻型工藝進行熱應力耦合理論研究,傳熱學分析可以直觀地展示化銑保護膠在激光輻照作用下的溫度場分布情況及變化過程,應力分析可以直觀展示激光加工過程中保護膠和鋁合金界面處的應力細節,此外,變形幾何功能的使用可以動態地顯示整個刻型過程中化銑保護膠的形貌演變規律。
1.1 仿真模型材料及參數
鋁合金化銑保護膠激光刻型熱應力耦合分析建模中使用到的化銑保護膠材質為AC850,鋁合金基體材料材質為2A12,材料對應的厚度如表 1所示。鋁合金化銑保護膠激光刻型使用的脈沖激光器為北京熱刺激光技術有限公司生產的R40二氧化碳激光器,其輸出波長、脈沖寬度、重復頻率等參數如表 2所示。
表 1 模擬分析中使用的材料及厚度
Table 1. Thickness of material used in simulation analysis
type | material | thickness/μm |
chemcial milling protective glue | AC850 | 400 |
alumunum alloy substrate | 2A12 | 2000 |
| 顯示表格
表 2 脈沖激光器的參數
Table 2. Parameters of the pulsed laser
parameter | value |
wavelength/μm | 10.6 |
pulse width/μs | 2~970 |
repeat frequency/kHz | 1~100 |
duty cycle/% | 30~50 |
focal length/mm | 101.6 |
maximum power /W | 300 |
spot diameter/μm | 150 |
| 顯示表格
1.2 化銑保護膠脈沖激光刻型有限元模型
微觀來看,由于化銑保護膠屬于高分子材料,在使用長脈沖激光輻照鋁合金化銑保護膠表面時,材料分子吸收大量光熱產生分解、氣化,直接或間接與空氣中的O2發生氧化反應并生成氣態物質并逃逸,從而達到激光刻蝕效果。宏觀來看,激光刻型時,聚焦區域會達到數千攝氏度的高溫,通過疊加激光脈沖,使輻照區域刻型寬度和深度逐漸增加,來實現化銑保護膠的脈沖激光刻型。
本文作者基于COMSOL Multiphysics軟件的固體傳熱、固體力學、變形幾何3個模塊來實現多物理場耦合仿真計算。固體傳熱物理場用于計算激光刻蝕過程中隨時間和熱物理參數改變而變化的溫度場,需要考慮到傳導傳熱、對流傳熱、輻射傳熱3種傳熱情況。其中,鋁合金化銑保護膠脈沖激光刻型過程中材料表面與空氣的換熱視為對流換熱,對流換熱邊界條件為:
?nq=h(Text?T)?nq=h(Text?T) | (1) |
式中, h為換熱系數, Text為環境溫度, T為溫度, n為法線上的單位向量, q為激光的熱流密度。
激光束熱流密度表示為:
q=2APπw2exp(?2r2w2)q=2APπw2exp?(?2r2w2) | (2) |
式中, A為材料對激光的吸收率, P為激光功率, w為光斑半徑, r為材料表面到光斑中心的距離。
變形幾何物理場的加入是為了計算出刻蝕過程中材料在脈沖激光作用下的去除速率,根據材料相變過程中材料的熔化潛熱與蒸發潛熱推導出材料升華熱,則材料的去除速率v可表示為:
式中, ρ為材料密度, H為材料的升華熱。
通過加入固體力學物理場來計算激光刻蝕過程中溫度場的實時變化與不同材料屬性對熱應力場變化規律的影響,對應關系可表示為:
ρ?2u?t2=?σ+FVρ?2u?t2=?σ+FV | (4) |
式中, u為位移場, ??為梯度算子, σ為柯西應力張量, FV為單位變形體積上的力。
熱應力耦合分析可以反映熱溫度場和應力場的相互影響過程,根據求解步驟的不同, 分為直接求解法和間接求解法。直接求解法是利用包含溫度以及位移自由度的耦合單元,經過一次求解計算同時得到熱分析和結構應力分析結果。間接求解法則需要分步進行,首先通過熱分析計算出模型的節點溫度,將求解的節點溫度作為體載荷施加到結構應力分析中,求解出節點應力。由于直接求解法的平衡狀態需要同時滿足多個準則,復雜的約束條件使得節點自由度較多,并且矩陣方程繁雜,求解效率低。在鋁合金化銑保護膠激光刻型熱應力耦合分析中,相較于結構響應,熱分析的溫度對結構分析時應力應變的影響更為顯著,因此本文中選擇效率較高的間接求解法來實現對鋁合金化銑保護膠激光刻型的熱應力耦合分析。脈沖激光的刻蝕原理如圖 1所示,采用移動高斯熱源模擬長脈沖激光與目標材料的相互作用過程。
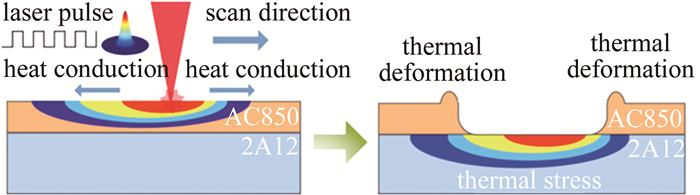
圖 1 鋁合金銑削保護膠激光雕刻模擬示意圖
Figure 1. Schematic diagram of laser engraving simulation of aluminum alloy milling protective glue
2. 仿真計算分析
2.1 鋁合金基體應力分布仿真計算
按照表 2中的加工參數,對2維多層材料有限元模型進行計算分析,首先進行的是鋁合金化銑保護膠激光刻型溫度場仿真,采用間接求解法得到鋁合金化銑保護膠激光刻型的應力及位移分布云圖。從圖 2可以明顯看出,在保護膠與鋁合金的結合界面上出現應力集中現象。圖 2中的仿真結果以激光功率為變量,選取50 W, 60 W, 70 W作為參數節點,根據激光燒蝕時間選擇3個時間節點(2 ms, 4 ms, 6 ms), 其余仿真條件如下:激光掃描速率為10 m/min、重復頻率為100 kHz。在9個仿真結果中,應力的顏色顯示已經統一為至高4×107 Pa,至低為0 Pa。
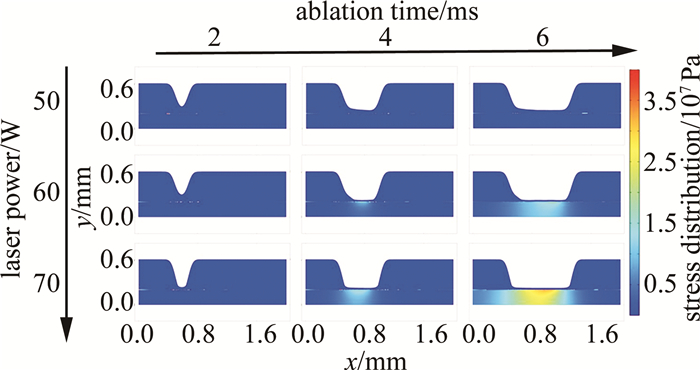
圖 2 不同功率對鋁合金基體應力分布的影響
Figure 2. Effect of different power on the stress distribution of aluminum alloy matrix
縱向觀察發現,燒蝕時間恒定,燒蝕深度隨著激光功率的增大逐漸增大,同時,燒蝕區域底部對應的保護膠與鋁合金的結合界面處出現了應力集中現象,而應力集中點也隨著激光功率的增大而顯著增多;其中燒蝕時間為4 ms、6 ms,激光功率為60 W、70 W時,保護膠與鋁合金的結合界面處開始出現應力集中現象,且應力集中區隨著激光掃描路徑延伸逐漸擴大,應力至高點出現在掃描區域的中心位置,且對鋁合金基體材料產生了應力影響。橫向觀察發現,激光功率為50 W時,整個燒蝕過程中沒有出現特別明顯的應力集中區,這是因為激光功率較小時,保護膠材料不能被完全燒蝕,所以保護膠與鋁合金的結合界面處并未產生明顯應力;同燒蝕深度的變化規律,其應力影響區域面積與應力數值也隨著激光功率的增大而增大。仿真計算結果表明:激光功率越大,燒蝕深度越深;激光焦點距保護膠與鋁合金的結合界面處越近,界面處產生的應力就越大,由于鋁合金是熱的良導體,較高的傳熱性能使其在激光刻型時,容易產生更大范圍的應力區域與更高的應力值。
圖 3是以激光掃描速率為變量的仿真結果。分別選取8 m/min, 10 m/min, 12 m/min為參數節點,其余仿真條件如下:激光功率為60 W、重復頻率為100 kHz。燒蝕時間節點選擇與圖例設置同圖 2。橫向觀察發現,較10 m/min, 12 m/min的仿真結果,激光掃描速率為8 m/min時,其燒蝕深度較深,且整個燒蝕過程中產生的應力區域較大、應力值較高,而燒蝕深度、應力區域和應力極值均與掃描速率呈負相關。因為掃描速率的增大會造成激光燒蝕過程中脈沖重疊率的減小,從而降低了激光加工過程中的熱效應累積,同時也減少了熱應力的集中現象。
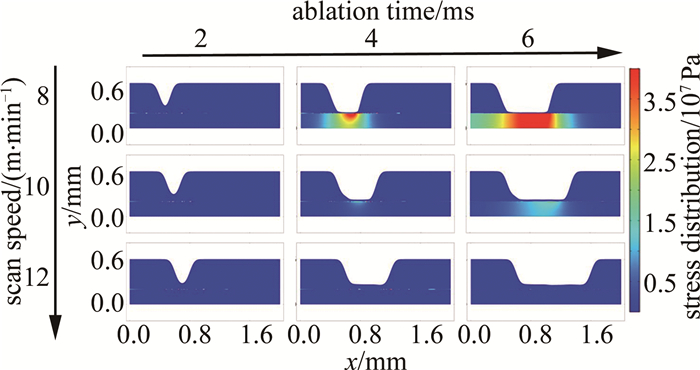
圖 3 不同掃描速率對鋁合金基體應力分布的影響
Figure 3. Effect of different scanning speeds on the stress distribution of aluminum alloy matrix
圖 4是以激光重復頻率為變量的仿真結果。選取60 kHz, 80 kHz, 100 kHz為參數節點,其余仿真條件如下:激光功率為60 W、掃描速率為10 m/min。燒蝕時間節點選擇與圖例設置同圖 2。觀察發現, 激光重復頻率為60 kHz, 80 kHz時,燒蝕過程中產生的應力區域與應力值差別較小但顯著大于重頻為100 kHz時的情況。3種重頻下的燒蝕深度并無明顯差別,說明在激光功率與掃描速率相同的情況下,脈沖激光的重復頻率對燒蝕效果的影響并不顯著,但卻會帶來燒蝕過程中應力的變化,這對調整激光加工工藝有重要的指導意義。
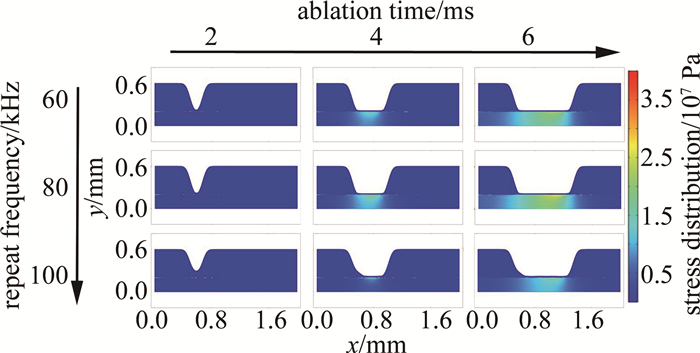
圖 4 不同重復頻率對鋁合金基體應力分布的影響
Figure 4. Influence of different repetition frequencies on stress distribution of aluminum alloy matrix
圖 5展示了分別以激光功率(第1排)、掃描速率(第2排)、重復頻率(第3排)為變量,選取燒蝕時間節點為6 ms時,保護膠與鋁合金的結合界面處的應力數值。通過圖 5可以更清晰地看到燒蝕過程中應力極值與加工參數的聯系。觀察發現,應力極值與激光功率呈正相關,與掃描速率呈負相關,與重復頻率呈負相關,其中脈沖激光的掃描功率對應力極值的影響較為顯著。
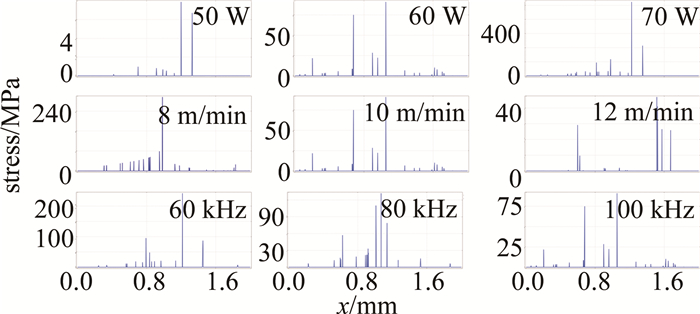
圖 5 保護膠和鋁合金的界面應力分布
Figure 5. Interfacial stress distribution between protective adhesive and aluminum alloy
2.2 結合熱變形的保護膠刻型形貌分析
圖 6為不同激光功率對保護膠刻型形貌的影響示意圖。以激光功率為變量,分別選取50 W, 60 W, 70 W為參數節點,根據激光燒蝕時間選擇3個時間節點分別為0.1 ms, 0.4 ms, 0.7 ms。在9個仿真結果中,材料因熱應力而產生的位移通過顏色圖例顯示,至高為1.4×10-2 mm,低為0.98×10-2 mm。
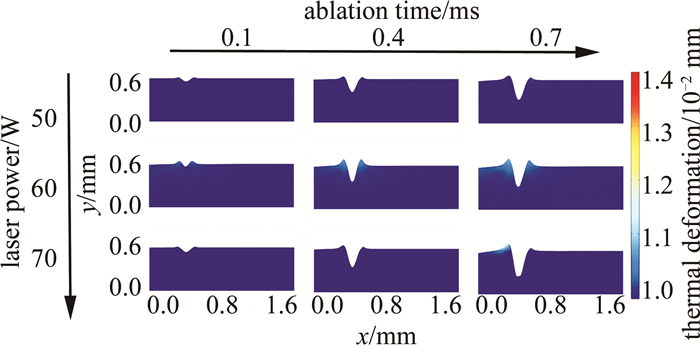
圖 6 不同功率對保護橡膠切口狀態的影響
Figure 6. Effect of different powers on the incision morphology of the protective rubber
觀察發現,靠近切口處變形較大,整體呈現出凸起的火山口形貌。脈沖激光以高斯熱流密度載荷的形式垂直作用在目標材料的表面,隨著脈沖數的增加,熱量迅速向材料內部傳導。同一時刻,激光功率越大,切口處變形越大,并且燒蝕深度越深。激光功率為70 W時,可以明顯看到激光已經燒蝕到了保護膠與鋁合金的結合界面處,并在切口處產生了較大的熱變形。因為材料固定于運動平臺上,平臺對材料底面具有位移約束。材料內部熱量的傳導及底面所受位移約束都具有方向性,因此應力和位移的變化趨勢并不完全相同。
圖 7是以掃描速率為變量的仿真結果。分別選取8 m/min, 10 m/min, 12 m/min為參數節點,其余加工參數如下:激光功率為60 W、重復頻率為100 kHz。燒蝕時間節點選擇與圖例設置同圖 6。觀察圖 7發現,掃描速率為8 m/min時,保護橡膠產生的熱變形較大。這是因為掃描速率的增大會引起脈沖重疊率的減小,且會明顯降低激光刻型過程中熱效應的累積現象,同時也會減小切口的熱變形程度。
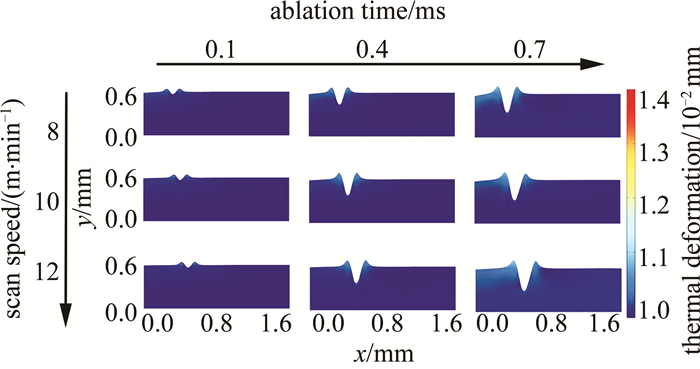
圖 7 不同掃描速率對保護橡膠切口形貌的影響
Figure 7. Effect of different scanning speeds on the topography of the protective rubber incision
圖 8是以重復頻率為變量的仿真結果。分別選取60 kHz、80 kHz、100 kHz為參數節點, 其余仿真條件如下:激光功率為60 W、掃描速率為10 m/min。燒蝕時間節點選擇與圖例設置同圖 6。觀察圖 8發現,掃描時間恒定時,重復頻率以選取的參數節點變化; 重復頻率為60 kHz、80 kHz時,切口形貌、燒蝕深度無明顯變化,當重復頻率達到100 kHz時,形貌變化較明顯,且切口處產生了較大的熱變形現象。
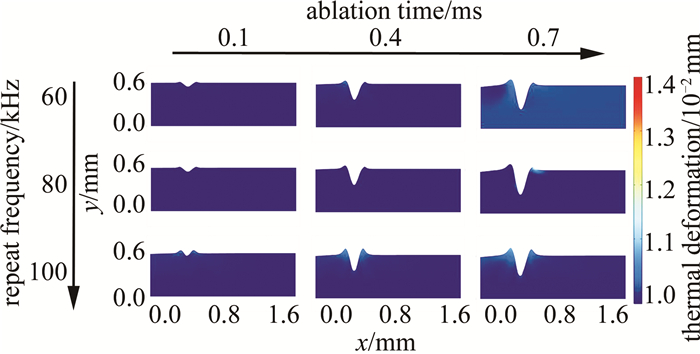
圖 8 不同重復頻率對保護橡膠切口形態的影響
Figure 8. Effect of different repetition frequencies on the incision morphology of the protective rubber
3. 結論
為了研究鋁合金化銑保護膠激光刻型熱應力演變過程,本文中通過鋁合金化銑保護膠激光刻型熱應力耦合分析,得到了鋁合金基體的應力分布云圖以及在熱應力作用下保護膠切口的最終形貌。
(1) 通過鋁合金化銑保護膠激光刻型熱應力耦合分析得到的應力分布云圖,發現應力集中主要發生在保護膠與鋁合金的結合界面。應力集中區隨著激光掃描路徑延伸逐漸擴大,應力至高點出現在掃描區域的中心位置,且對鋁合金材料產生了一定的應力影響。
(2) 應力極值與激光功率呈正相關,與掃描速率和重復頻率呈負相關,其中激光功率對應力極值的影響較為顯著。由于鋁合金是熱的良導體,較高的傳熱性能使其在激光刻型時,更易產生大范圍的應力區域與更高的應力值。
(3) 重復頻率、激光功率以及掃描速率等參數共同決定著鋁合金化銑保護膠刻型的切口形貌,其中,切口形貌的熱變形與重復頻率、激光功率呈正相關,與掃描速率呈負相關,且切口整體呈現為凸起的火山口形貌。
注明:文章出處:激光技術網 http://www.jgjs.net.cn/cn/article/doi/10.7510/jgjs.issn.1001-3806.2023.03.021